







Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
86--18820950101
Electric spindle heat pipe cooling based on high speed machine tools
When the high-speed machine tool is working, the parts of the electric spindle will generate different degrees of heat due to the high-speed rotation of the electric spindle. The relative position and size between the electric spindle after heating and other parts of the machine tool will be different from those before the heat generation, so the thermal expansion will cause an increase in machining error. Especially in the processing of high-speed machine tools, the error caused by thermal expansion is particularly prominent. Because the rigidity and precision of the parts of the spindle system are high, the load is not very large, and the machining error caused by the elastic deformation of the main shaft due to the force is often Very small, the thermal expansion of the spindle unit has become a major factor affecting the machining accuracy. According to the statistics of Prof. J. Peelenik of the University of Birmingham in the United Kingdom and Prof. Yukio Yoshino of Kyoto University of Japan, in the precision machining, the manufacturing error caused by the thermal deformation of the machine tool accounts for 40% to 70% of the total manufacturing error, and the thermal deformation caused by it. Improper handling can seriously reduce the machining accuracy of the machine. Therefore, in the design of the cooling system of the high-speed electric spindle, the temperature rise of the electric spindle is controlled by using high-efficiency heat-conducting components, and the thermal expansion of the electric spindle is reduced, which is essential for improving the performance of the electric spindle.
1. Analysis of existing high speed electric spindle cooling system
The existing high-speed spindle is mainly cooled by adding cooling oil to the spindle housing and continuously circulating it to remove heat (see Figure 1). The basic cooling route is: first, the cooling oil flows out from the main shaft cooling oil temperature controller, and the cooling oil enters the periphery of the front end bearing through the water inlet near the front end cover to cool the front end bearing. The stator and the rear bearing that flow to the main shaft are then cooled, and finally flow back from the water outlet to the main shaft cooling oil temperature controller to complete the cycle. China's existing high-speed spindle cooling is basically carried out in this form.
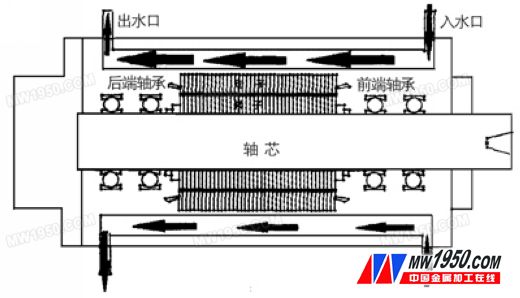
Figure 1 Cooling design of existing high speed electric spindle
| Previous page | 1 | 2 | 3 | 4 | Next page |

May 12, 2023

December 31, 2022
Wyślij je do tym dostawcy
May 12, 2023
December 31, 2022
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.